








Corrosion Protection For Steel Products
Preservation lines combine the heating (drying), blasting, coating and drying of workpieces such as sheet steel, profiles, pipes or steel structures in one automatic line.
Preservation lines are ideal when there is a lengthy manufacturing or storage time between blasting and final coating. In order to prevent rust returning, a weld primer is applied to provide corrosion resistance for weeks.
Sheet widths of up to 5000mm can be processed, with passage speeds varying from 1.0m/min to 8.0m/min.
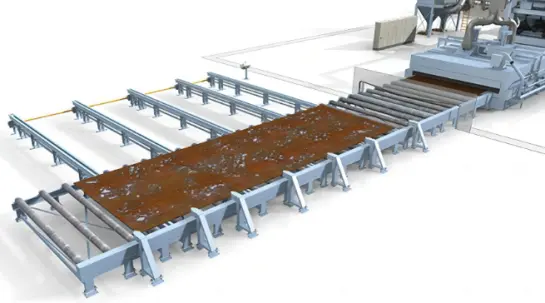
The Process :The workpieces move along the inlet roller conveyor into the pre-heater. They are dried and heated before blasting begins in the blast machine. After blasting, a coating is applied in the spray chamber and the finished workpieces move into the drying chamber.The slat conveyor transports the parts towards the outlet roller table. They are removed there or fed into a downstream logistics system via the cross transfer conveyor.
Inlet Roller Conveyor :The first section is the inlet roller conveyor. The steel sheets and profiles are delivered here and then fed into the treatment process. This inlet roller conveyor can be equipped with a cross transfer conveyor to optimise efficiency or connect it to a logistics system.
Type G Roller Conveyor:This universal machine with straight wheels for metal plates and profiles is mainly used in steel construction or steel preparation industries.
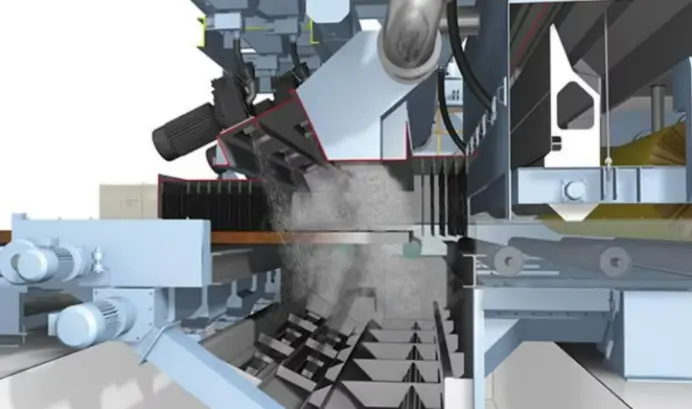
The Spraying System:As there is often a lengthy manufacturing or storage time between blasting and final coating, the workpieces are painted with a quick-drying, temporary anti-corrosion coating in the spray chamber in an airless spraying process (coating thickness approx. 15 - 25μm).
Coating and Drying:DX uses linear gears with servo drives and toothed belts as oscillators. This minimises the wear and tear commonly seen in simpler systems (with prism rollers moving across drawn profiles with chain drives). DX’s hardened support rollers also run on hardened precision-ground guide rails. The advantage of this arrangement of drives upstream of the spray chamber is that the rails cannot be dirtied by overspray.